The following picture shows the prototype of a certain product and the trial mold used (Figure 1). This product is a foot care product called "moisturizing gel socks" developed by AKAISHI (headquartered in Shizuoka City).
Figure 1 Trial molds for injection molding made with 3D printers: the top mold, bottom mold, and internal molds are all made of 3D printers using polysulfone (PPSF / PPSU) materials. The test product uses an elastic material with a thickness of 2.5 mm, which has the same thickness and material as the finished product. The resin temperature during injection molding is 200 ° C or higher.
The material of the moisturizing gel socks is an elastic material with a thickness of 2.5mm. Although the shape looks simple, the internal design has made small protrusions. When injection molding elastic materials, not only high temperatures above 200 ° C are required, but also the injection speed is very fast. Therefore, the mold is required to have high heat resistance and high strength.
High heat resistance resin mold
When AKAISHI developed the moisturizing gel socks, the reason why it used a three-dimensional printer (three-dimensional buildup) to make trial molds was because "it is hoped that the trial product and the finished product have the same material" (the functional design team of the company ’s product development department & Muraoka Shin, the head of the mold manufacturing group). Because the product needs a very soft feeling, it is necessary to evaluate not only the static shape and size, but also how the user will deform when actually wearing it, and whether it produces ?? 醯 雀 芯 é…¢ 5? Draw ?? Meng ?? è›´? Benzene And the spectrum of the neon disaster breaks the lung è–¹ ã„Š Di Junan hemorrhoids? Pancreas 綰? 戰? Hammer coarse spectrum iliac> æ’¸? Book ostrich naan squat è–¹ Å„ file to kill Jing? 约 岸 å¦ ã¦ å‡‡? / P>
Therefore, the company decided to try to use a three-dimensional printer to make trial molds. To this end, a three-dimensional printer that can melt thermoplastic resin and form a layer at the same time was introduced, so that the required mold was quickly and inexpensively produced.
However, as described above, in order to form the moisturizing gel socks, the mold is required to have high heat resistance and high strength. Therefore, the company chose polysulfone (PPSF / PPSU) among a variety of resins that can be used in 3D printers. This material has a heat resistance temperature of up to about 200 ° C, the highest of all available materials.
Despite this, the company made some improvements when using PPSF / PPSU materials for trial molds. The first is releasability. According to the principle of use, the use of a three-dimensional printer will cause a fine step on the surface of the mold, which will reduce the mold releasability. Although the surface of the mold was lightly polished, the level difference could not be completely eliminated. Therefore, the company coated a certain powder (surfactant) on the surface of the mold, thereby improving the mold releasability.
The second is intensity. When the injection molding machine casts the resin at the maximum speed, can the mold withstand it? "To be honest, we have no idea" (Muraoka Shin). Compared with ordinary molds, although trial molds are quicker to manufacture and have lower cost, if they are damaged every time they are formed, their advantages will disappear. Therefore, the company also produced an injection port part that needs to withstand the maximum force during forming. In this way, even if damage occurs, the loss can be kept to a minimum.
When the PPSF / PPSU material trial mold produced by the three-dimensional printer was mounted on the injection molding machine for molding, the trial product was successfully manufactured. "Although the temperature was raised to 300 ° C, there was no damage to the injection port, but because it was the first attempt, we adhered to the principle of safety first." (Muraoka Shin). Although the mold used as a trial product is enough to withstand 20 to 30 castings, the mold is estimated to withstand more than 100 castings.
As a result of this, the trial mold making time was shortened from 1 week to 1 night. In order to save costs, the whole mold is not made solid, but improved. When viewed from the back, it adopts a structure that reinforces the forming surface with ribs, which minimizes the material cost and reduces it to about 1/10 of the previous one.
Use according to product material
The three-dimensional printer originally introduced by AKAISHI is different from the above, and the usable material is one of ABS resins. Initially, ABS resin was used to manufacture prototypes with health equipment as the core * 1. (* 1 This 3D printer was introduced as a complementary output machine for cutting during the trial production process using 3D data.)
However, for soft materials like elastic materials, ABS resin prototypes cannot be substituted. Although it is not only unavailable to confirm the shape, the hardness of the contact part of the human body directly affects the feeling of use on health appliances. "So we consider that if you can't directly shape with a 3D printer, can you make an injection molding mold for molding?" (Muraoka Shin).
Based on the above considerations, the company introduced a three-dimensional printer that can use not only ABS resin but also polycarbonate (PC) and PPSF. First, the PPSF material with excellent heat resistance and strength was used to make a trial mold. However, when trial-producing a product mold similar to a fine brush, the prototype of the elastic material cannot be easily removed from the mold. The reason is that the difference in the mold surface that occurs within the range of the minimum stackable thickness (0.254 mm) achievable with PPSF material will cause a huge friction on the surface of the shaped product.
Therefore, the company used PC materials to make molds this time. Because PC material can achieve 0.127mm thinner than PPSF. As a result, the prototype of the elastic material was smoothly removed from the abrasive tool (Figure 2). At the same time, PC materials are impeccable both in terms of heat resistance and strength.
As a result, the company concluded that "almost all prototypes of elastic materials can be realized using PC material molds" (Muraoka Shin) (Figure 3). However, as mentioned at the beginning of this article, even if elastic materials are used, the prototype will still be damaged when higher heat resistance and strength are required. Therefore, instead of using PC materials, PPSF / PPSU materials are used. Mold (Figure 4).
Figure 2 Trial molds made of polycarbonate (PC): In the trial production of brushes in which elongated protrusions (diameter about 1.5 mm) are densely arranged, high mold releasability is required. Since the PC can perform high-precision (small step) forming, it is suitable for the trial mold of this shape.
Figure 3 A massage device manufactured by using a PC trial mold for roller forming: In order to check the feeling of use of this product (massage device), the part that touches the user's skin should use the same material as the finished product. Therefore, in addition to the use of a trial mold produced by a three-dimensional printer for roll forming, the components were directly trial-produced using a three-dimensional printer. [next]
In addition, when forming prototypes of PA and polypropylene (PP) materials, the company adjusted the manufacturing methods and materials of the prototypes according to the materials of the products (Figure 5). For example, molds using PPSF material are required due to heat resistance. As mentioned above, even if the material of the product is made of elastic material, the material of the mold is still mainly PC material, and sometimes PPSF is used as needed. When the product material is PA, the PC material can be used for direct modeling of the prototype to play an alternative role. Therefore, according to the situation, two types of injection molding and direct modeling will be used.
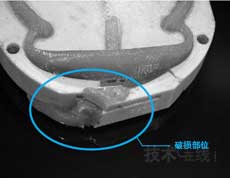
Figure 4 Damaged trial-manufactured mold: When the injection pressure is large, molding may cause damage to the mold. In order to prevent forgetting such failure lessons, AKAISHI has retained the damaged trial mold.
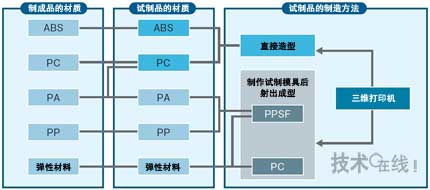
Figure 5 Different use of the trial production method: When the product material is ABS and PC, it will consider whether to use a trial product directly shaped by a three-dimensional printer. When prototypes of PA, PP and elastic materials are needed, PPSF or PC molds are manufactured with a three-dimensional printer and injection molding is performed. When the material is PA, the direct shaping of the PC will also become one of the options.
In order to further leverage the advantages of 3D printers, the company is currently attempting to plate the surface of the produced mold. This measure was also introduced in order to solve the eternal problem of layer-forming: step difference * 2. If the releasability is improved by electroplating, the types of materials available are expected to increase significantly. (* 2 Although the surface has been simply polished, the adhesion of polyurethane and the like to the mold segment is very strong and cannot be molded.)
The company not only conducts trial production of its own products, but also starts contracting design and trial production from outside * 3. Therefore, the company hopes to make full use of the advantages of 3D printers, and continuously increase the number of orders for trial molds and other businesses. (* 3 When AKAISHI started this business, it newly established a department called Modeling group. In addition, the company also launched a website (URL: http: // 3dmodeling.) That introduces the Modeling business in addition to the official website. jp /).)
Pressing process also uses resin mold
Using a three-dimensional printer to make a trial mold for injection molding can improve the efficiency of the trial process. 3D printers already have multiple methods, and the materials available are extremely rich. In addition to using 3D printers for direct modeling of trial products, if you consider molds made with 3D printers, the trial products that can be obtained quickly and cheaply will be expanded to a larger range.
Figure 6: Resin molds for stamping made with 3D printers: Although metal stamping parts are essential in the burner test, if the mold is made in the trial production stage, repeated trials will result in wasted cost and time. If you can use resin molds for metal stamping, this problem can be solved. Mitsubishi Heavy Industries concluded that for nickel alloy flat plates with a thickness of more than 5mm, a resin mold made with a three-dimensional printer can be used for stamping.
As a method of using the mold, it can be used not only for injection molding, but also for stamping. At the Takasago Works of Mitsubishi Heavy Industries, in order to conduct trial production of gas turbine burner components, it is studying the use of a resin mold made with a three-dimensional printer (Figure 6).
The resin mold can be used to bend a nickel alloy flat plate with a thickness of 5 mm or more by stamping. He is currently in the "stage of installing a resin mold on a press machine to confirm whether it is possible to bend a metal plate" (Mr. Hoshiguchi Haraguchi, Head of Production Technology Division, Blade and Burner Manufacturing Division, Mitsubishi Heavy Industries Prime Machinery Business Division)
In addition, Takasago is using 3D printers for some of the molds used in dewaxing casting (LOST WAX) in the field of precision casting. Although the main body of the mold is metal, when the shape needs to be changed due to design changes, a part of the mold is made with a three-dimensional printer, and then the common mold is used to form the wax mold.
The 3D printer was first introduced by Takasago in 2006. Prior to that, a trial product produced by three-dimensional lamination molding using photo-curable resin was purchased from the outside, but "due to high prices, slow delivery, and process troubles, only about 5 important parts per year Use it "(formerly Yingying Gang). The cost of external procurement is 500,000 to 1 million yen. Not only does it take several weeks in time, but also the negotiations with suppliers, confidentiality contracts, and data transmission are very cumbersome.
While studying how to obtain trial products more easily, quickly and cheaply, Takasago Co., Ltd. accidentally obtained the free right to use a 3D printer for half a year. With this opportunity, the company began to visit the front line of design and manufacturing for the possible uses of the 3D printer in the future. At this time, after seeing the real three-dimensional model made by the three-dimensional printer, the personal experience finally generated the demand.
Based on the survey results, Takasago concluded that the requirements for strength are the highest. Although some people emphasize transparency and accuracy, for design review (DR) and shape confirmation (initial discussion) and other purposes, such high accuracy is not actually needed (Figure 7).
Compared with the above, when it is used as an assembly verification and a jig on the manufacturing site, it will be useless if it is damaged. When carrying out functional tests such as flow tests, high-R is often formed inside the testing machine, so the bolts must be tightened carefully.
Therefore, it was decided to give priority to ensuring strength, and a 3D printer capable of melting thermoplastic resins such as ABS resin and forming a laminate at the same time was selected * 4. (* 4 At Takasago, four resin melting 3D printers are in operation.)
Figure 7 Prototype of burner: Use different colors to distinguish the types of parts, making it easier to grasp the relationship of parts. Because it is smaller and lighter than the actual product, you can easily observe and confirm the shape from multiple angles.
After that, the requirements for accuracy are getting higher and higher. For example, as a prototype for teaching purposes, it is necessary to accurately reproduce one turbine blade at a time (Figure 8). Therefore, high-precision 3D printers that use adhesives to fix powder materials such as gypsum have been introduced. This has formed a system of two different types of 3D printers.

Figure 8: A small turbo model for teaching: In order to improve the teaching effect for new employees and overseas partners, a three-dimensional model was created using a three-dimensional printer. Because it is made using design data, the shape of the product is faithfully reproduced, and it plays a great role in explaining the structure and function that are difficult to fully express on the text and drawings. Shafts and blades are shaped one by one, and then assembled.
Now, Takasago has not only conducted trial production, but also used 3D printers in many other cases. For example, in manufacturing a line, jigs for scribing (Figure 9) and coating masking jigs are being used. Since a small number of jigs and gauges can be manufactured at low cost in a short time, it is now possible to easily manufacture jigs that were originally difficult to manufacture.
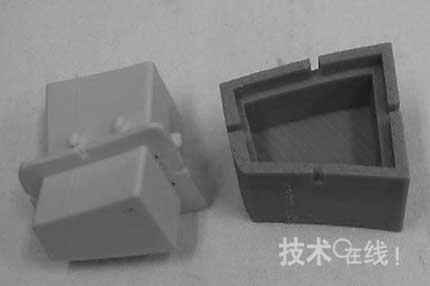
Figure 9 Scribing jigs: the use of 3D printers to make jigs and gauges used in manufacturing sites is also increasing. Mainly include scribing jigs, teaching jigs installed on the front of the robot, and jigs for processing hole positioning. In addition, a cover that prevents the machine tool cutting fluid from spreading around has also been manufactured using 3D printers.
Of course, there are many places where 3D printers are used in trial production. The most typical is the assembly inspection. Even though it can be confirmed on the three-dimensional CAD that the assembly is completed and there is no interference, there may still be a case where it is impossible to assemble. This is similar to the situation where the slot of the jack has disappeared even if you want to insert a part. If you use a 3D printer, you can easily carry out assembly inspection.
In terms of flow testing, mechanical processing and stamping have previously been used to manufacture prototypes. Only a part of the prototypes have introduced models made with 3D printers. By using a three-digit printer, the cost and delivery time were successfully reduced to 1/3 of the original. At the same time, the shape of the test product is also accurate and the test accuracy has been improved.
The following summarizes the use of 3D printers in Takasago, which can be divided into the following 6 types: â‘ DR and shape confirmation; â‘¡assembly verification; â‘¢manufacturing verification such as welding steps; â‘£on-site use such as fixtures; Use in experiment; â‘¥ Used for teaching and explanation of new employees and customers. Among them, â‘ is the most, accounting for nearly 50%, and â‘¢ and â‘£ also exceed 10%. In terms of materials, ABS resin accounts for about 60%, and gypsum accounts for about 40%.
In the future, Takasago will plan to apply the 3D printer to a simple mold for trial production, and will also study whether it can be used as a flame-retardant material at the welding site and a transparent material to visualize the fluid in the cooling pipe. (Reporter: Zhongshan Li, "Nikkei Manufacturing")
Past research has shown that standing on hard ground for long periods of time can be detrimental to workers' productivity and health!
A simple truth everyone knows -- he's not feeling well!
On a more complex level, standing on a hard surface for long periods of time is uncomfortable -- because your leg muscles become stationary and stiff, and your body is contorted by constantly trying to stay upright.
In the short term, it reduces the natural flow of oxygen and blood back to the heart, resulting in fatigue and lower limb morbidity.
Standing for long periods of time can cause varicose veins, lower back pain, leg pain and other common ailments.
The most practical and comfortable way to effectively eliminate the pain and suffering of standing workers is to use well-designed anti-fatigue floor MATS.
These ergonomic products can have a huge impact on injury prevention -- improving workers' posture, reducing feelings of fatigue, and increasing productivity.
Anti-fatigue floor mat, gradually improve the delicate movement of thigh and calf muscles; As muscles contract and relax, their blood flows back to the heart and the lower extremity burden is removed, which can combat standing fatigue for long periods of time.

Anti Fatigue Mats, Office Standing Mats, Office Standing Mat
Ningbo YINGBOTE Trading Co.,Ltd , http://www.intelligentoffice-cn.com