Analysis of Leakage Causes of Injection Port and Vent Port of 200L Closed Steel Barrel
Xiantao Metal Container Factory Peng Xiaoxiang
There are many reasons for the leakage of the inlet and vent of the 200-liter closed steel drum. In general: nothing is caused by the unreasonable assembly and installation of the membranes and barrels involved in the lock.
First, the mold
1. Barrel punching die: Punching die is a set of composite film. After punching and stretching, the shape and size of the hole on the top of the bucket are improper, which affects the locking quality of the injection port and the vent.
(1) Stretching of the stretched mouth:
The crack is the crack at the top of the barrel after the punching is stretched, and the injection port and the vent flange are cracked. The flange crack will damage the strength of the two stretches at the top of the bucket, which will affect the sealing performance of the flange and the top of the bucket after locking. The cracking of the flange is caused by the following reasons:
a, the shape of the tensile die is not good. The size of R shown in Fig. 1 is such that when R ≤ 2 mm, the crack is intensified; R is better at 4 - 4.5 mm, and when R ≥ 5, α is > 98 ° in Fig. 2.
b. When designing the mold, the flange factor is too small and cracking will occur. The flanging coefficient should be chosen between R = do / D = 0.74 ~ 0.87 (do is the diameter of the pre-punching hole, D is the diameter of the neutral layer of the flange flange).
c. The material at the top of the barrel is too high in carbon (not similar to AY2). After the stamping process, the mechanical properties of the steel become hard or the material thickness is uneven, which will cause the flange to crack.
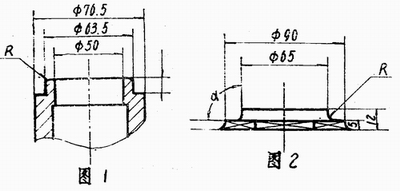
(2) The height of the flange flange is unreasonable:
The correct size of the flange flanging height is about 6.8 to 7 mm. If it is lower than 6mm, in order to ensure the mechanical strength and sealing performance after the lock, only the upper mold working distance is increased, and the locking is achieved. In this way, there will be two problems, one is to crush the flange thread; the other is to lock the flanged die slot to enlarge. When the flange height is more than 7.5mm, there is not enough iron to roll the flange mouth, which causes the strength of the two ports to be insufficient after the lock is installed. Leakage occurs when the contents of the steel drum rise to a specified limit.
(3) The tensile mold is worn for a long time, and the upper and lower molds are worn to make the gap larger.
When the tensile flange appears R>5mm, α<98° as shown in Fig. 2, since the cross-sectional diameter of the sealing gasket is φ3mm, when the flange is rolled and riveted, the sealing gasket is pressed at R>5mm and the method In the gap formed by the plane of the root of the blue square, the gasket is not pressed and the sealing performance is affected.
(4) After the punching is stretched, the two holes of the top of the barrel are too large, so that the gap between the flange and the top of the barrel is too large, the positioning is not accurate during the locking, and the center of the riveting offset is not tight.
2. Locking and flanging die
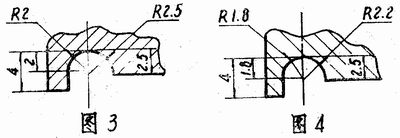
(1) The size of the locking and flanging die arc groove should be reasonable.
The size of the locking and flanging die arc groove cannot be separated from the flange height of the punching. Because of the flange length and the flange height, the height difference between the thickness of the gasket is fixed, and once the flange height is determined, the arc groove size of the locking flange mold is also basically determined. Therefore, the rational design of the locking die arc slot is the key to locking and riveting flanges. See Figure 3 and Figure 4 for the size of the groove for the feed port and the venting lock.
(2) When riveting and locking, the locking and flanging die is related to the working distance.
The determination is made successively when determining the height of the top feed opening and the vent opening. If the work is not in place, that is, it is not compressed, it is prone to leakage. If the work advance exceeds a certain range, the sealing gasket is fractured under the action of the pressing force, which also affects the sealing performance. Generally speaking, the height of the flange of the feeding port after assembly and riveting is 13.2±0.3mm, and the distance of the flanging die is 48±0.2mm.
(3) The locking and edging die positioning is worn, so that the upper and lower dies are installed with different shafts. When the locking is installed, the surrounding of the rivet flange is inconsistent, and the leakage is weak in the weak place.
(4) Due to the wear of the arc groove of the flanged die, the flange mouth will rebound when the crimping is crimped, causing the lock to be loose and causing leakage.
Second, the impact of barrel mouth and sealing ring
1. Flange:
1 material caused. When the flange is produced, the strength of the steel sheet with high carbon content is mutated due to multiple stamping and stretching, and the hardness is increased, and cracks are generated at the flange opening during the riveting.
2 The flange material is too thin. When the strip thickness σ ≤ 2.6mm, the iron thickness of the flanged flange portion is correspondingly thinned, and the mechanical strength of the flange mouth after the locking and riveting is also weakened. When the pressure inside the steel drum increases to a prescribed value, the seepage occurs. leak.
3 Flange æ›° thread is not perpendicular to the axis. When the barrel plug is screwed into the flange, the seal on the barrel is unbalanced and leaks at the mouth of the barrel.
2. Sealing gasket:
The sealing gasket is an important factor to ensure the performance of the two-sealing seal. Leakage can occur during production if improperly selected and handled. First, the material of the sealing gasket should be adapted to the contents of the steel drum, and has the advantages of corrosion resistance, impact resistance and flexibility. Second, the size of the specification should meet the standard. The inner hole of the gasket is too large, the positioning on the flange is not accurate, and the sealing is not strict; the inner hole of the gasket is too small, the installation is difficult, and the rivet is easily broken.
At present, there are many manufacturers of sealing gaskets for barrels, and there are many specifications and shapes. Only the cross-sectional shape has a square shape, a rectangular shape, an oblate shape, and a circular shape; the cross-section of the same factory produces a circular sealing gasket, which can be divided into various specifications such as φ2.5 mm and φ3.2 mm.
Third, hope
l. Because GB325 "200-liter closed steel drum" has many shortcomings in the national standard, it can not meet the requirements of the International Maritime Dangerous Regulations. Therefore, the competent department, relevant departments and relevant units are required to formulate new national standards for steel drums as soon as possible. National standards for barrel mouthpieces:
2. In order to ensure that the steel drum two does not leak, it is recommended that the steel drum manufacturer increase the pressure test process of the semi-finished barrel top two, so that the top of the barrel leaks, which is limited to the semi-finished stage before assembly.
Tableware Set,Disposable Knife,Disposable Knife Set,Disposable Wood Knife
dalian shengfeng doors co.,LTD , http://www.ytldisposablegoods.com